مراحل خط تولید کنسرو نخود فرنگی چیست؟ علت سفت شدن نخود فرنگی چیست؟ روش نگهداری کنسرو نخود فرنگی باز شده چیست؟ سلام خدمت شما دوست عزیز. در این پست از علم فود قصد داریم به طور کامل مراحل خط تولید کنسرو نخود فرنگی را بررسی کنیم. با ما همراه باشید.
یک نگاه کلی به خط تولید کنسرو نخود فرنگی
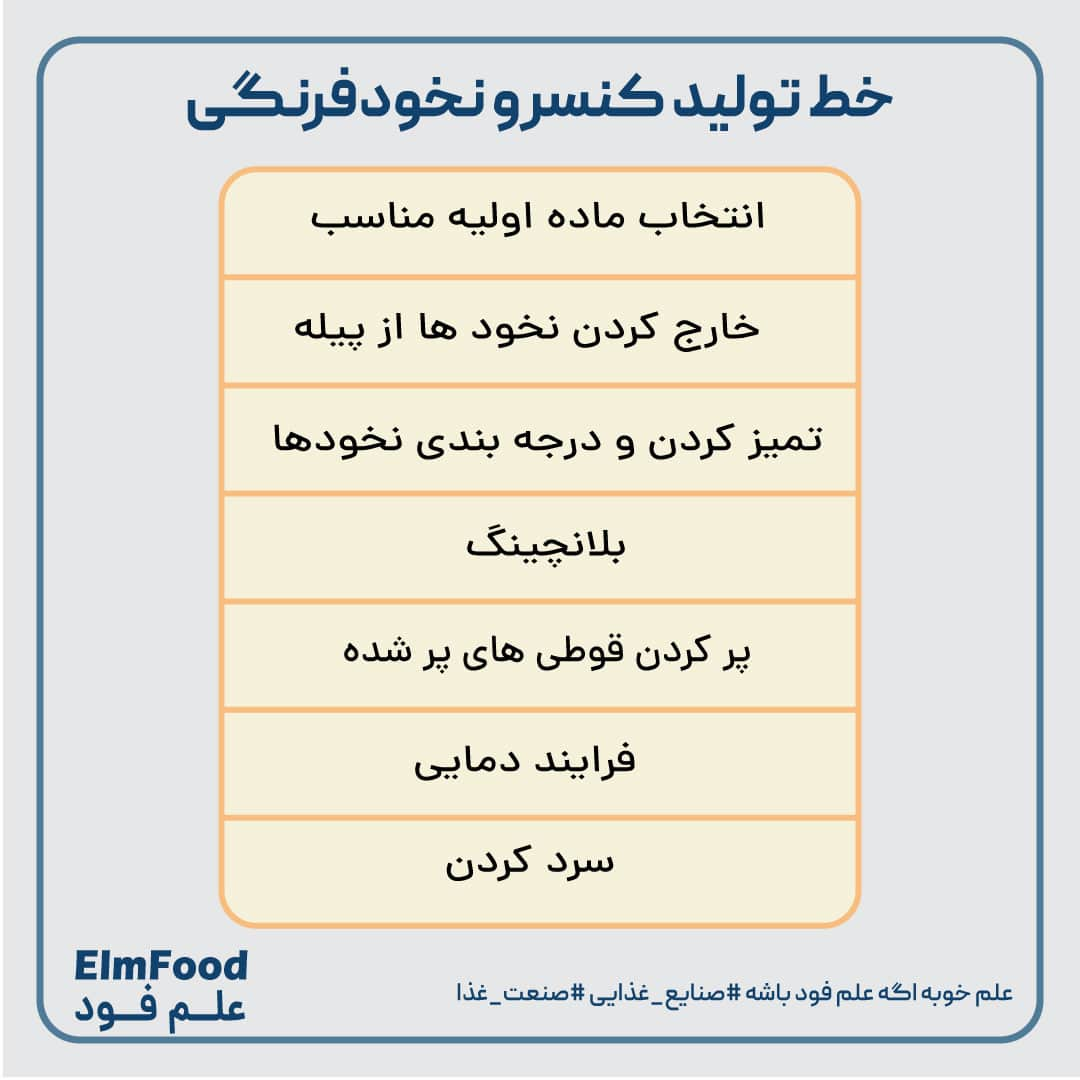
مراحل تولید کنسرو نخود فرنگی به صورت زیر است:
مراحل خط تولید کنسرو نخود سبز
انتخاب ماده اولیه مناسب
اولین مرحله از خط تولید کنسرو نخود سبز انتخاب گونه مناسب است. بهترین زمان برای برداشت نخود سبز از مزرعه زمانی است که پیله یا غلاف نخود سبز به خوبی برآمده باشد و پر به نظر آید که در این صورت دارای بافت مطلوب خواهد بود. اگر بیش از ۲۴ ساعت از این زمان بگذرد بافت نخود سبز سفت شده و از کیفیت محصول نهایی کاسته خواهد شد.
بررسی کیفیت مواد اولیه
قبل از ورود نخود فرنگی ها به خط تولید کنسرو نخود فرنگی باید، کنترل کیفیت آنها بررسی شود. برای اطمینان ار آمادگی نخود سبز برای برداشت و تبدیل شدن به کنسرو می توان آزمونهای مختلف را استفاده کرد تا میزان رسیدگی و تردی بافت مشخص شود. عملی ترین نوع آن استفاده از tendermeter است. این دستگاه دارای یک قسمت استوانهای با سوراخ هایی است که نخود سبز مورد آزمون در آن جای می گیرد و دارای قسمت دیگری است که تعداد میله با قطر کمتر از آن سوراخ ها تعیین شده در قسمت اول است.
طراحی دستگاه به نحوی است برابر هر یک از سوراخ ها یک میله قرار می گیرد با شروع آزمون میله ها برای ورود به سوراخ های قسمت استوانه ای شکل با مقاومت دانه ها مواجه می شوند و هر قدر این مقاومت بیشتر باشد دلیل برسفتی دانه ها است. برای اطمینان از یکنواختی نخود سبز می توان آن را در درجه بندی نمود برای این منطور از آزمون شناور کردن در آب نمک استفاده می شود و نحوه انجام عمل به این ترتیب است که دانه ها را در داخل آب نمک با غلظت ۹.۵-۱۳.۵ درصد می ریزند.
دانه های خیلی سبک روی سطح جمع می شوند. پاره ای از دانه ها معلق می مانند وپاره ای دیگر ته نشین می شوند و با توجه به اینکه دانه های ترد و جوان دانسیته کمتری دارند می توان درجه بندی نمود. میزان تردی معیاری برای قیمت گذاری است. بهتر است برداشت نخود سبز صبح زود و یا اوایل شب که هوا خنک تر است انجام گیرد زیرا در این حالن از افزایش دما دانه و تغییرات نا مطلوب آن جلوگیری خواهد کرد

خارج کردن دانه ها از پیله
دومین مرحله از خط تولید کنسرو نخود فرنگی خارج کردن دانهها از پیله هایشان است. پس از برداشنن محصول برای خارج کردن دانه ها از پیله از دستگاه winer استفاده می شود. دستگاه دارای یک استوانه خارجی و یک استوانه مشبک داخلی است که برای خروج نخود سبز طراحی شده و پره های داخلی که به غلاف ضربه می زنند و دانه ها را آزاد می کنند می باشد
پس از خارج شدن دانه ها از پیله لازم است هرچه سریعتر در کمتر از ۴ ساعت فرایند صورت گیرد. در غیر این صورت از کیفیت کاسته خواهد شد زیرا پوسته چروکیده شده و از طرف دیگر تغییرات شیمیایی نامطلوب در آنها رخ خواهد داد در صورتی که فاصله خارج کردن دانه ها از پیله طولانی باشد باید در آب سرد نگهداری نمود آن هم برای زمان کمتر از ۴ ساعت از پلاسیدگی و چروک خوردگی جلوگیری می شود.
درجه بندی دانه ها
درجه بندی نخود سبز بر اساس اختلاف وزن مخصوص است. دانه های کالتر وزن مخصوص کمتری و دانه های رسیده تر وزن مخصوص بیشتری دارند. در این مرحله از خط تولید کنسرو نخود فرنگی، دانه های نخود سبز به ترتیب در چندین مخزن حاوی آب نمک با غلظت های متفاوت شناور میشوند و با توجه به درجه رسیدگی، طبقه بندی میشوند.
در مخزن اول که آب نمک غلیظتر وجود دارد، دانه های نخودسبز رسیده تر که دانسیته بیشتری دارند، ته نشین شده و دانه های سبکتر روی سطح، شناور و به مخزن بعدی منتقل میشوند. غلظت آب نمک در مخزن دوم کمتر است. این بار هم دانه های سبکتر شناور مانده و به مخزن بعد میروند و دانه های سنگینتر ته نشین میشوند. به این ترتیب ماده اولیه درجه بندی میشود.

تمیز کردن دانه ها
دانه های عبور کرده در معرض هوا با فشار زیاد قرار گرفته و قسمت دیگری از ناخالصی ها حذف می شود. پس از این مرحله دانه ها وارد تانک های ویژه از جنس استیل شده آب و مقداری خمیر صابون ویژه به آن افزوده می شود وبه نحو موثرتری تمیز می شود. در این مرحله از خط تولید کنسرو نخود فرنگی، نخود سبزها معمولا ۱۲ تا ۲۴ ساعت در آب سرد بهداشتی خیسانده میشوند. در طول این مدت، لازم است آب آنها چندبار تعویض میشود.
پس از این مرحله قسمت مایع جدا شده و دانه ها به وسیله پاشیدن آب سالم بر روی آنها کاملا سالم می شود و دانه ها درجه بندی شده و برای مراحل بعدی خط تولید کنسرو نخود فرنگی آماده خواهد کرد.
با توجه به اینکه در بافت دانه ها مقداری هوا وجود دارد هنگام فرایند دمایی مقداری بخار آب حاصل می شود که منبسط شده موجب پاره شدن دانه ها می شود در روش های پیشرفته دانه ها وارد دستگاه ویژه ای شده و با سوزن نازک سوراخ می شود به نحوه ای که راهی برای خروج آب و بخار به وجود آید.

بلاچینگ
در این مرحله از خط تولید کنسرو نخود فرنگی، آنزیم بری صورت میگیرد. به کمک آب داغ یا بخار آب با دمای بالاتر از ۷۷ درجه انجام می گیرد. مدت زمان لازم برای این عمل در دانه های ترد و جوان کوتاه تر و برای دانه های سفت طولانی تر است و معمولا ۳ دقیقه در دمای ۸۵-۹۳ می باشد و در صورت استفاده از آب داغ برای بلاچینگ لازم است آب عاری از سختی باشد زیرا کلسیم موجود در آبهای سخت به دانه ها آسیب می رساند و موجب سفت شدن دانه ها می گردد.
در صورت استفاده از بخار در خط تولید کنسرو نخود فرنگی زمان به مراتب کمتر و حدود ۳۰ ثانیه کافیست و می توان از روش fluidized bedblancher استفاده کرد. پس از انجام عمل بلاچینگ و درجه بندی دانه ها آنها را به نوار نقاله جهت بازرسی منتقل می کنند تا دانه های غیر عادی ،ناخالصی ها دانه های شکسته و دارای رنگ غیر عادی از محصول نهایی جدا شود.

بسته بندی کنسرو نخود فرنگی
قبل از فرایند پرکردن در خط تولید کنسرو نخود فرنگی، ظروف بسته بندی باید تمیز شده تا عاری از هرگونه آلودگی شوند. معمول ترین راه برای انجام این کار، تونلهای شستشو است که در آن ظروف به طور وارونه قرارگرفته و با تزریق بخار یا آب داغ از پایین به بالا تمیز میشوند.
برای بسته بندی کنسرو نخود سبز باید از قوطی لاک دار ۲۵-۲۵ که به روش الکتریکی یا فرو بردن در قلع مذاب قلع اندود شده و لاک آن از نوع c باشد استفاده شود چون در غیر این صورت گوگرد محتوی اسید آمینه های گوگردی با آهن بدنه قوطی ترکیب شده و تبدیل به سولفور گوگرد سیاه رنگ می شود.
پر کردن محصول درون ظروف
در عملیات پرکردن،لازم است مواد غذایی در همه بسته ها، از نظر وزنی کاملا یکنواخت پر شوند. برای پر کردن در بسته در خط تولید کنسرو نخود فرنگی، دانه های یک دست و یکنواخت در دستگاهی مخروطی شکل ریخته می شود. انتهای مخروط به ظروف با اندازه تقریبی قوطی مورد نظر برای بسته بندی منتهی می شود که چرخنده بوده و به طور اتوماتیک با دانه ها پر می شود.
افزودنیها در کنسرو نخود فرنگی
معمولا دستگاه بر مبنا ظرف های حجمی عمل می کند اما می توان از سیستم ورنی نیز استفاده کرد. آب،نمک و مواد شیرین کننده مانند شکر اصلیترین مواد افزودنی کنسروهای گیاهی هستند. قسمت مایع قوطی محتوی نمک و شکر است و میزان نمک حداکثر ۴% و شکر حداکثر ۶% است و تعیین حد دقیق آن بستگی به مواد جامد محلول دانه دارد و چون دانه ها با رسیدگی کمتر شرین تر هستند مقدار نمک و شکر بیشتری در فرمول برای آنها ضروری است.
معمولا در تهیه قسمت مایع کنسرو نخود فرنگی از ۳.۵% نمک ۵% شکر استفاده می شود. بهتر است دمای براین هنگام اضافه کردن به قوطی حدود ۷۰ درجه سانتی گراد باشد و اضافه کردن آن به قوطی توسط ظروف با حجم معیین انجام گیرد.برای تهیه محلول نمک باید آب عاری از سختی استفاده شود. در تهیه محلول نمکی برای کنسروها، باید از نمک بدون ید و با درجه غذایی استفاده شود. درتهیه محلول نمک از دیگ های دوجداره استیل استفاده میشود. نمک اضافه شده باید کاملا در آب حل شود.
تخلیه هوای درون ظروف
عملیات هواگیری (اگزاستینگ) به خروج هوای سرفضا و ایجاد خلا نسبی در آن گفته میشود؛ این عمل بین مرحله پرکردن و دربندی در خط تولید کنسرو نخود فرنگی انجام میشود. به دلیل ایجاد خلا در سرفضا پس از دربندی، قسمت در و کف قوطی های فلزی کمی تقعر دارد. میزان خلا در سرفضا معمولا پس از دربندی ۱۰ تا ۲۰ اینچ جیوه است. برای تخلیه هوا میتوان از روش های زیر استفاده نمود:
- عبور دادن محصول از تونل بخار
- تزریق بخار هنگام دربندی
- هواگیری مکانیکی
درب بندی قوطیهای پرشده
درب بندی قوطی پر شده تحت جریان بخار آب و خلا انجام می گیرد. میزان خلا قوطی پس از فرایند دمایی و سرد کزدن باید ۱۸-۲۸ اینچ جیوه باشد در غیر این صورت قوطی طی فرایند های دمایی وسرد کردن تغییر شکل خواهد داد.

فرایند دمایی
در فرایند حرارتی میکروارگانیسم های بیماریزا و عامل فساد در اثر حرارت تخریب میشوند و همزمان عمل پخت هم انجام میگیرد. فرایند دمایی در خط تولید کنسرو نخود فرنگی را می توان در ریتوردهای ساکن یا بستر متحرک انجام داد اما در هر حال لازم است بلافاصله پس از انجام عمل قوطی ها سرد شود تا محصول محتوی آنها بیش از حد در معرض دمای بالا قرار نگیرد.
بدیهی است زمان و دمای اسریلیزاسیون و تابع دمای اولیه و اندازه قوطی است و چنانچه دمای اولیه حدود ۶۰ باشد برای قوطی (۳۰۹*۳۰۴) ۳۱ دقیقه در ۱۱۵ و ۱۶ دقیقه در دمای ۱۲۱ درجه و برای قوطی ۷۰۰*۴۰۴ ،۴۵ دقیقه در ۱۱۵ درجه و ۲۰ دقیقه در ۱۲۱ درجه و بلاخره برای قوطیهای (۷۰۰*۶۰۳) ۶۰دقیقه در ۱۱۵ و ۴۸ دقیقه در درجه ۱۲۱ لازم است.
سرد کردن کنسرو نخود فرنگی
با افزایش دما در اتوکلاو، فشار داخل ظرف افزایش می یابد که این فشار تقریبا برابر فشار اتوکلاو است. پس از اتمام فرایند حرارتی با قطع بخار، فشار اتوکلاو کاهش مییابد و بنابراین عدم تعادل بین فشار داخل ظرف و محیط اتوکلاو ایجاد میشود. این عدم تعادل میتواند باعث باز شدن درزهای قوطی شود.
برای جلوگیری از این اتفاق همزمان با باز کردن شیر خروج بخار، شیر ورود هوای فشرده باز میشود تا در حین خنک کردن، تعادل بین فشار داخل و خارج ظرف حفظ شود. شیر آب سرد نیز به آرامی باز شده تا دمای ظروف به تدریج کاهش یافته و به دمای حدود ۳۸ درجه سلسیوس برسد. همزمان با سرد شدن قوطیها، فشار درونی آنها نیز به تدریج کاهش مییابد. باید توجه داشت که سرد کردن ظروف تا حدود دمای ۳۸ درجه سلسیوس متوقف شود.
دلیل کدر شدن آب نمک قوطی کنسرو نخود فرنگی
قوطی کنسرو نخود سبز در طی نگهداری پس از فرایند ممکن است کدر شود. علل کدر شدن بر این در این حالت عبارت است از:
- رسیدگی بیش از حد لازم دانه که در اثر آن مقدار نشاسته زیاد شده و مقداری از آن وارد براین می شود و در طی نگهداری بعدی منعقد شده و رسوب سفید رنگی از آن حاصل می شود.
- شکسته شدن دانه ها و پارگی پوسته دانه ها را در اثر عوامل مکانیکی یا دما
- بلانچ کردن محصول در آب داغ برای کاهش این نقیصه در این مورد بهتر است برای بلانچ کردن از بخار آب داغ به جای آب داغ استفاده شود
کنترل کیفیت کنسرو نخود فرنگی
در کنترل کیفی کنسرو نخود فرنگی آزمون های زیر باید انجام شود:
بررسی ماده اولیه
- درجه بندی دانه ها که ۹۰% آنها باید دارای اندازه کم وبیش یکسان باشند
- اندازه گیری ضایعات و ناخالصی شامل دانه های آفت زده،موادخارجی ،باقی مانده گیاهی
- آزمون فلوتاسیون برای اندازه گیری میزان رسیدگی دانه ها که در آن ۵۰ دانه نخود سبز به در دسته ۲۵ تایی تقسیم و به آب نمک ۱۱،۱۲،۱۳ % اضافه می شود دانه ها رویزسطح شناور و ته نشین محاسبه می گردد. دانه های خشک شده و دانه هایی که زمان برداشت آنها سپری شده است ته نشین می شود و اگر در اثر نگهداری نا مناسب تخمیر در دانه ها صورت گرفته باشد حجم آنها افزایش یافته وروی سطح جمع می شوند و دانه سالم و مناسب برای کنسرو سازی به صورت معلق می مانند.
- آزمون سختی بر روی آب
- آزمون میزان ناخالصی بر روی نمک شکرصرفی
بررسی محصول تمام شده
بعد از خروج کنسروها از خط تولید کنسرو نخود فرنگی باید موارد زیر مورد بررسی قرار بگیرد:
- آزمون عمومی شامل نشتی،زنگ زدگی،تورم ،تورفتگی،ابهاد درب بندی
- وزن آب کش شده که درآن محتوی قوطی روی الک ریخته شده چند ثانیه در آب ۲۵-۲۰ درجه ریخته شسته شده ،۲دقیقه به حال خود گذاشته سپس وزن کرد
- تغییر رنگ محصول
- زنگ زدگی بدنه داخلی قوطی و وضعیت لاک
- ویژگی فاز مایع و کدورت آن
- آزمون ها میکروبی در صورت فساد

علت سفت شدن نخود فرنگی
علت سفت شدن کنسرو نخود فرنگی چیست؟ نخود فرنگی بسیار شبیه ذرت است به محض اینکه بالغ می شود یک واکنش شیمیایی رخ می دهد که باعث می شود محتوای قند نخود فرنگی به سرعت کاهش یابد در نتیجه یک نخود تازه، شیرین و آبدار می تواند به سرعت نشاسته ای و سفت شود. اگر پوست نخود را پوست بگیرید و بیش از چند ساعت روی میز آشپزخانه یا در یک مکان گرم بگذارید، کم کم سفت شدن نخود فرنگی را مشاهده خواهید کرد.
چرا نخود فرنگی سفت شده را نرم کنیم؟
نخود کامل را به مدت ۶ تا ۸ ساعت یا یک شب در یک کاسه آب سرد خیس کنید. آب را تخلیه کنید. نخود فرنگی ها را به یک قابلمه پر (حدود ۳ فنجان) آب تازه اضافه کنید. آب را به جوش آورده و به مدت ۴۰ تا ۵۵ دقیقه یا تا زمانی که نرم شود بجوشانید.
روش نگهداری کنسرو نخود فرنگی باز شده چیست؟
برای به حداکثر رساندن ماندگاری نخود فرنگی و هویج کنسرو شده پس از باز کردن، در ظرف شیشه ای یا پلاستیکی سرپوشیده در یخچال قرار دهید.
ماندگاری کنسرو نخود فرنگی باز شده در یخچال چقدر است؟
نخود فرنگی و هویج کنسرو شده ای که به طور مداوم در یخچال نگهداری می شوند حدود ۳ تا ۴ روز باقی می مانند.
دوره آموزشی متخصص آزمایشگاه مواد غذایی
مجموعه علم فود به عنوان همکار آموزشی غذا و دارو، دوره آزمایشگاه میکروبی مواد غذایی و آزمایشگاه شیمی مواد غذایی را به صورت کاملا عملی و تحلیلی تهیه کرده است. در این دوره آزمایش های مهم شیمی مواد غذایی از جمله جدول تغذیه ای مواد غذایی که جزء آزمایشات مهم هستند به صورت عملی آموزش داده شده است. از مواردی که در دوره عملی آزمایشگاه شیمی آموزش داده شده میتوان به اندازه گیری پروتئین، چربی، قند، نمک، اندازه گیری اسیدیته مواد غذایی، خاکستر، دانسیته، رطوبت و آزمایشات تخصصی مهم دیگر مانند اندازه گیری کلسیم و فیبر در مواد غذایی اشاره کرد.
همچنین در دوره آزمایشگاه میکروبیولوژی مواد غذایی سعی شده چالش های احتمالی در آزمایشگاه میکروبی مواد غذایی بررسی و راه حل هایی برای آن ارائه گردد. نحوه رقت سازی، ساخت محیط کشت، بررسی استاندارد، نحوه افزودن مکمل ها و نحوه کشت و شمارش و شناسایی میکروارگانیسم های مهم و مشترک بین مواد غذایی در این دوره آموزش داده شده است. برای آشنایی با این دوره ها بر روی ثبت نام و شروع یادگیری دوره های شیمی و میکروب کلیک کنید(بعد از گذراندن این دوره ها امکان دریافت گواهی مورد تایید سازمان غذا و دارو با مجموعا ۲۰ امتیاز وجود دارد).
دوره بدو استخدام مسئولین فنی صنایع غذایی
این دوره با سرفصل ها و گواهی مورد تایید غذا و دارو با ۵ امتیاز در بستر اپلیکیشن و به صورت ویدیویی در سایت علم فود ارائه میشود. برای آشنایی و ثبت نام در دوره بر روی عکس زیر کلیک کنید:

دوست عزیز علم فودی اگر می خوای از دوره های تخصصی که علم فود برگزار میکنه باخبر بشی و کلی مطلب علمی در زمینه صنایع غذایی یاد بگیری علم فود رو در اینستاگرام هم دنبال کن (کافیه روی عکس زیر کلیک کنی تا وارد پیج علم فود بشی):